官方网站切削刀具")
实例阐述装配加工法的基本思路和具体应用过程
2024-09-05
【峰会嘉宾】跨越速运市场高监蓝萱莉确认出席全数会2024(第五届)中国智能制造数字化转型大会!
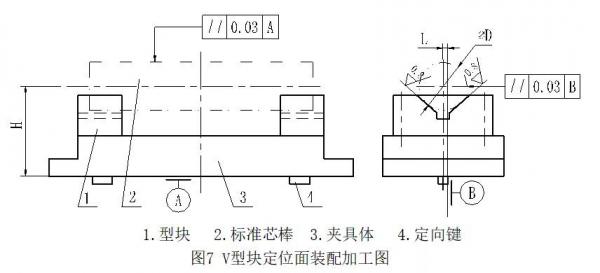
要保证H★★、L和两平行度,在夹具制造时,可先把两V型块做成斜面,并留足够的磨加工余量的半成品,把V型块拼装到夹具体,用圆锥销将V型块和夹具体两者固定,在工具磨床或导轨磨床上以A、B为定位基准,对V型块90★★◆?斜面进行磨削加工,以满足H★◆■、L和两平行度公差要求。
《2024 AI大模型推动新一代具身智能机器人产业发展蓝皮书》正式发布!
此外,装配加工法也常应用于车夹具和磨夹具制造过程,用来获得车床、磨床夹具的回转定位元件表面与安装基准面之间的位置精度◆◆★■■★。
(5)按图样钻镗4个钻套底孔。在本例中,定位销安装底孔和钻套安装底孔在夹具一次安装中加工,最大限度地提高了夹具定位元件与导向元件之间位置精度◆★◆★■★。
与传统夹具设计相比◆★★★■,用装配加工法制造的夹具在图样设计方面有较大的区别,应有四种设计图样■■★★:夹具总装图■◆◆■■、夹具导向结构(如钻套、镗套等)装配加工图■◆★◆◆■、夹具导向元件组装前图样(也即半成品图)、夹紧机构和夹具体等产品图■★★。
分论坛 全数会2024(第五届)中国人形机器人技术创新发展大会成功举办
TKH 集团大动作,收购 Liberty Robotics,引领3D机器视觉行业变革
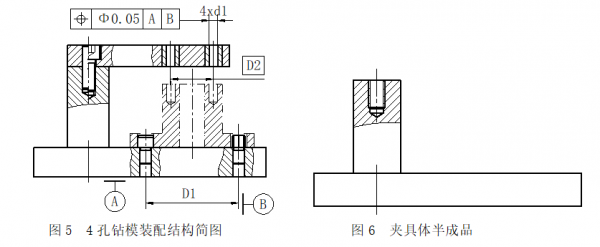
夹具上定位元件也可采用装配加工法来保证定位元件在夹具上的准确位置尺寸。图5是一套4孔钻夹具装配示意图★◆◆★★★,钻套中心轴线对两定位销有较高位置度要求,若按先加工夹具元件,后组装再调整的线路则很难达到设计要求,而采用装配加工法很容易获得上述精度。
全数会2024中国智能制造数字化转型大会暨智能制造与机器人展览会圆满落幕◆★!
科技创新,赋能数字未来 全数会2024(第五届)中国智能制造数字化转型大会盛大开幕!
揭晓!“维科杯·OFweek 2024 中国工业自动化及数字化行业年度评选★■■”获奖名单来了■◆!
这样可间接保证了在使用状态钻套中心轴线对定位支承面B的垂直度要求◆★。如果坐标镗床上没有侧镗头,可以加工出辅助基准面。
在应用装配加工法进行夹具设计制造时,必须熟悉装配加工法制造工艺方面的特点,并在结构设计、尺寸和形位公差标注、夹具元件加工和技术条件制定等各方面适应这一要求■■◆★。
如图7所示,两个V型块的位置由高度尺寸H、水平尺寸L来决定★◆■,两定向键侧面用基准B表示。夹具设计要求两V型块的定位面必须与工件保持完全接触■■◆,同时又要保证两平行度要求。这两个平行度用一个双点划线所表示的标准芯棒来检验。
(4) 将钻模板用内六角螺钉紧固于夹具体上,钻铰圆柱销孔,并将圆柱销打入,以实现钻模板的最后定位★★;
iEi威强电★■、易立德、高德智感★◆★、先临三维、果栗制造等将携前沿技术和创新成果重磅亮相2024中国深圳智能制造与机器人展览会
这种装配加工法基本上是靠坐标镗床的精度直接保证夹具所要求的位置精度。因此★◆■◆■★,它是保证钻套(或镗套)轴线与夹具安装基准面常垂直或平行的最可靠的方法■■◆■,所有钻镗类夹具的导向套底孔都采用这种工艺方法加工。
全数会2024中国智能制造数字化转型大会暨智能制造与机器人展览会圆满落幕!
《2024 AI大模型推动新一代具身智能机器人产业发展蓝皮书》正式发布◆★◆■◆★!
(2)将夹具放置于坐标镗床工作台面,调整底面与工作台走向一致★★■◆◆■,并将夹具体紧固于工作台上。
通过上述四个实例可以看到,应用装配加工法的基本思路是■■,将夹具作为一个整体对待◆■★,对有位置精度要求的导向结构或定位结构安排夹具组装后进行加工■★★,以最大限度地减少各元件之间的累积误差,以提高夹具制造精度。
首创突破 降本设计 开目三维制造成本分析与估算软件3DDFC重磅发布!
科技创新,赋能数字未来 全数会2024(第五届)中国智能制造数字化转型大会盛大开幕!
(1)将夹具体组装(如图6)★◆,两定位销安装孔留在后工序加工★■◆◆■◆,钻模板也做成类似与图2半成品(未画图),钻套底孔也同样留在后工序钻镗;
同时使用这四种图样的目的是,为了防止夹具制造部门在夹具制造时,依然采用制成零件、组装元件★■★■◆■、调整精度的工艺线路◆★,能对整个夹具制造过程起到相应的指导和制约作用◆★◆。
(1)先将支座上的C面等加工后,与加工好后的回转体组装成为一体。回转体应按图加工后,装上支承板和回转轴★◆★■■,支承板的工作面B应与回转轴中心轴线所示的位置,用百分表找正B平面,使其与C面平行◆◆,紧固后先用坐标镗床的侧镗头精镗孔①和②,然后插入对定销定位◆★★★★,再用立镗头按尺寸精度和位置精度精镗钻模板上的两个钻套底孔。
【CXO联盟】数字化灯塔奖获奖案例:基于精加工行业的智慧工厂
2024-09-05
2024-09-05
2024-09-05
2024-09-05
2024-09-05
2024-09-05
2024-09-05
2024-09-05
2024-09-05
联系我们
-
电话:0769-82283315 / 82283316 / 82283596
传真:0769-82283317
邮箱:yasamtool@163.com
地址:东莞市长安镇宵边社区新河路32号凯发k8国际,凯发官网入口,凯发国际·(中国)官方网站中心大楼
关注我们

-
扫一扫 关注我们